製品情報
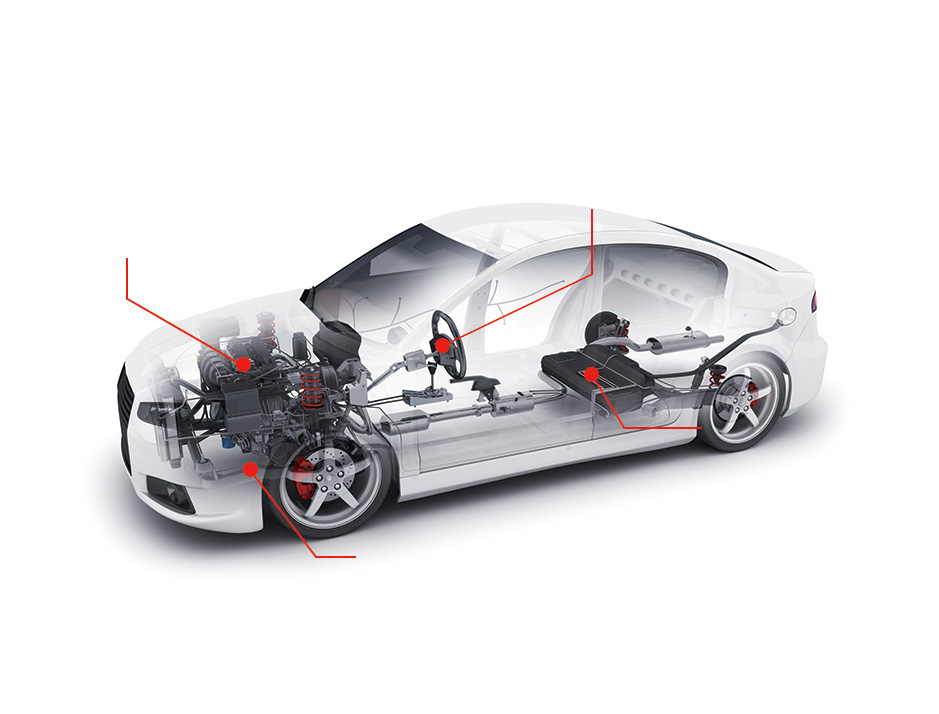
自動車
エンジンパワートレインシステム
- 製品名
- ボディ
- 用途
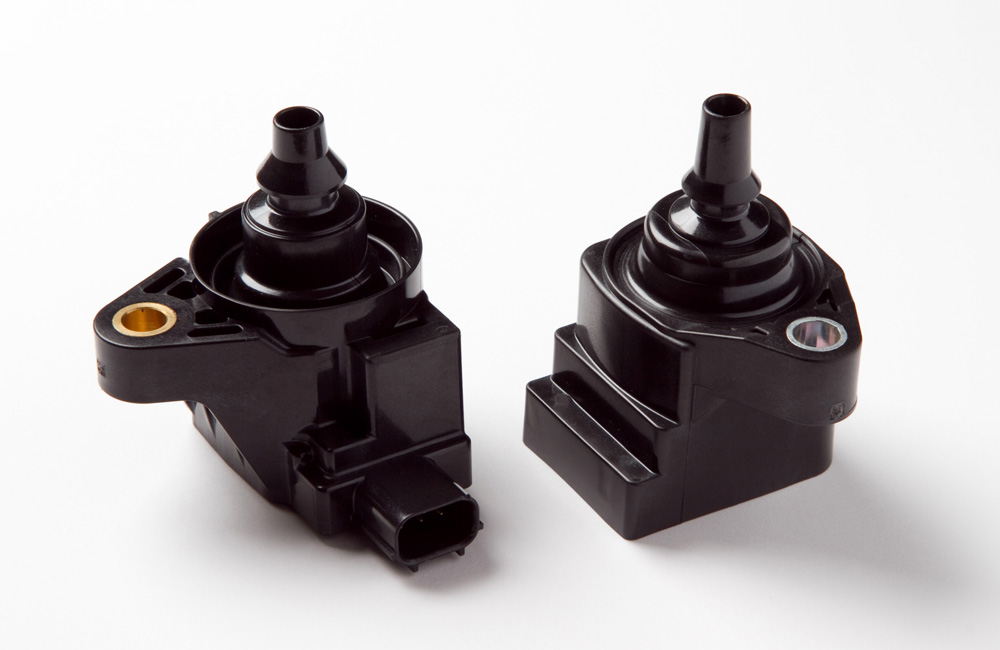
- 吸気センサー部品
- 材料
- PBT-GF30
- 精度
- 0.1mm~
- ロット
- 7,000/月
- 成形機
- 横型成形機(180t)
- 加工方法
- インサート成形
- ポイント
- 真円度(0.1㎜)
- 製品名
- カバー
- 用途
- 電子制御スロットルボディ
- 材料
- PBT 733LD/C2680
- 精度
- 0.1mm~
- ロット
- 5,000/月
- 成形機
- 竪型成形機(100t)
- 加工方法
- プレス成形/プリモールド成形/オーバーモールド成形
- ポイント
-
・W/B(ワイヤーボンディング)に対応した端子のインサート成形
・センサー部分の寸法精度は±5/100mm
・端子の品質確保が重要
- 製品名
- ケース
- 用途
- プラグトップコイル
- 材料
- PBT 5010G30-TZ/C2680
- 精度
- 0.1mm~
- ロット
- 350,000/月
- 成形機
- 竪型成形機(100t)
- 加工方法
- プレス成形/インサート成形
- ポイント
-
・ボイドや肉厚の変化がある
・偏肉のある成形品。金型と成形技術のバランスが重要
- 製品名
- 各種 ギア
- 用途
- 電子制御スロットル
- 材料
- PPA/PA46TW271
- 精度
- 0.1mm~
- ロット
- 20,000/月
- 成形機
- 横型成形機(100t)
- 加工方法
- インサート成形/射出成形
- ポイント
-
・ギアーの等級
・AGMAアメリカギアーの規格の6級品
- 製品名
- パイプ
- 用途
- プラグトップコイル
- 材料
- PPS 6565A7/C2600
- 精度
- 0.1mm~
- ロット
- 300,000/月
- 成形機
- 180t
- 加工方法
- 射出成形
- ポイント
-
射出成形後に耐圧試験を行う
- 製品名
- 回転レバー
- 用途
- 電子制御スロットルボディ
- 材料
- PA9T G1352A
- 精度
- 0.1mm~
- ロット
- 50,000/月
- 成形機
- 40t
- 加工方法
- 自動射出成形
- ポイント
-
・成形後にカメラによる形状の全数検査を実施
・自動ライン
(①射出成形 ②取り出し ③検査 ④梱包)
- 製品名
- 一次成形品
- 用途
- 電子制御スロットルボディ用(プリモールド)
- 材料
- PBT 733LD/C2680
- 精度
- 0.1mm~
- ロット
- 5,000/月
- 成形機
- 竪型成形機(60t)
- 加工方法
- プリモールド成形/フープ型インサート成形(インライン成形)
- ポイント
-
・フープ型インサート成形(インライン成形)に洗浄装置を組み込んだタイプ
・メッキ会社レベルの洗浄条件を整えている
- 製品名
- ハウジング
- 用途
- エンジン冷却水
- 材料
- PPS 1140A6
- 精度
- 図面の最小公差
- ロット
- 3,000/月
- 成形機
- 140t
- 加工方法
- 射出成形
- ポイント
-
-
電動パワートレインシステム
- 製品名
- バスバー
- 用途
- インバーター
- 材料
- PPS 6150T8
- 精度
- 図面の最小公差
- ロット
- 1,000/月
- 成形機
- 220t
- 加工方法
- インサート成形
- ポイント
- 薄肉形状を成形できるよう流動解析を活用。
- 製品名
- コアバスバー
- 用途
- -
- 材料
- PPS 6150T8
- 精度
- 図面の最小公差
- ロット
- 5,000/月
- 成形機
- 100t
- 加工方法
- インサート成形
- ポイント
- 成形後にフェライトコアを接着して組み付け。
- 製品名
- ヒューズホルダー
- 用途
- HEV用コネクター
- 材料
- PPS 6150T8
- 精度
- 図面の最小公差
- ロット
- 1,000/月
- 成形機
- 100t
- 加工方法
- インサート成形
- ポイント
- 成形時にバスバーが射出圧力の影響を受けて変形しないよう流動解析を活用。
- 製品名
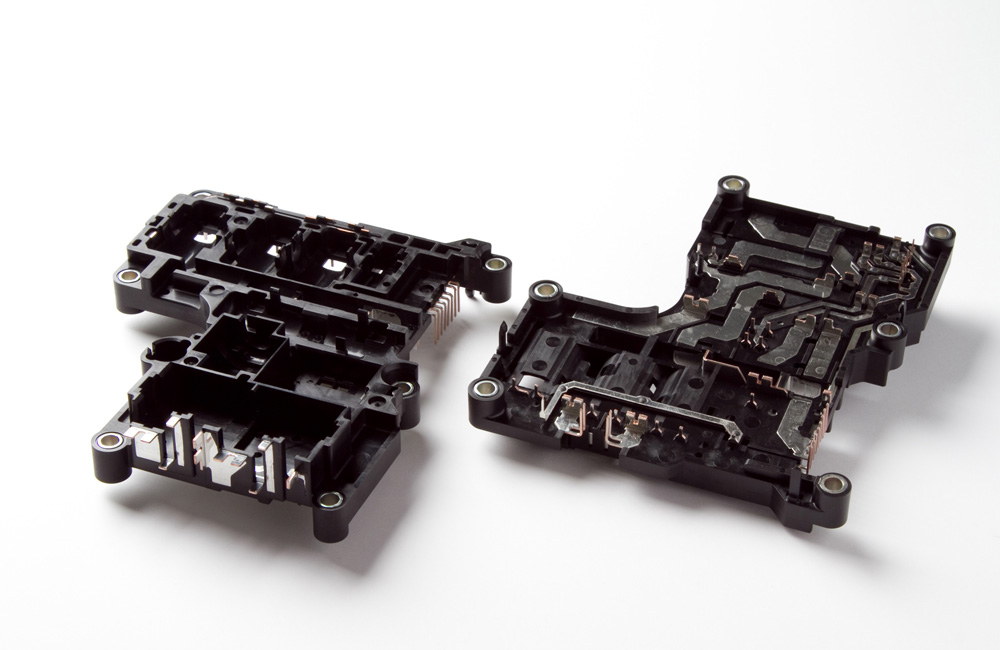
- ボディ
- 用途
- インバーター
- 材料
- PPS A575W/C1100/C2680
- 精度
- 0.1mm~
- ロット
- 2,000/月
- 成形機
- 竪型成形機(150t)
- 加工方法
- プレス成形/インサート成形(1~3次工程)
- ポイント
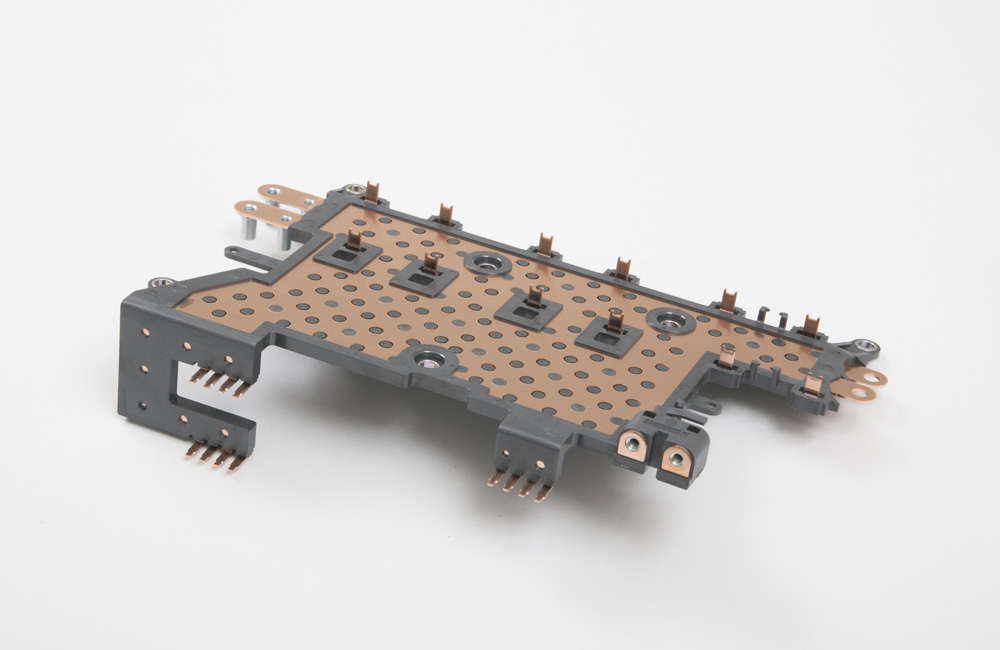
- ・1~3次まである成形工程の最適な組み合わせがポイント。
・フープ型インサート成形(インライン成形)。
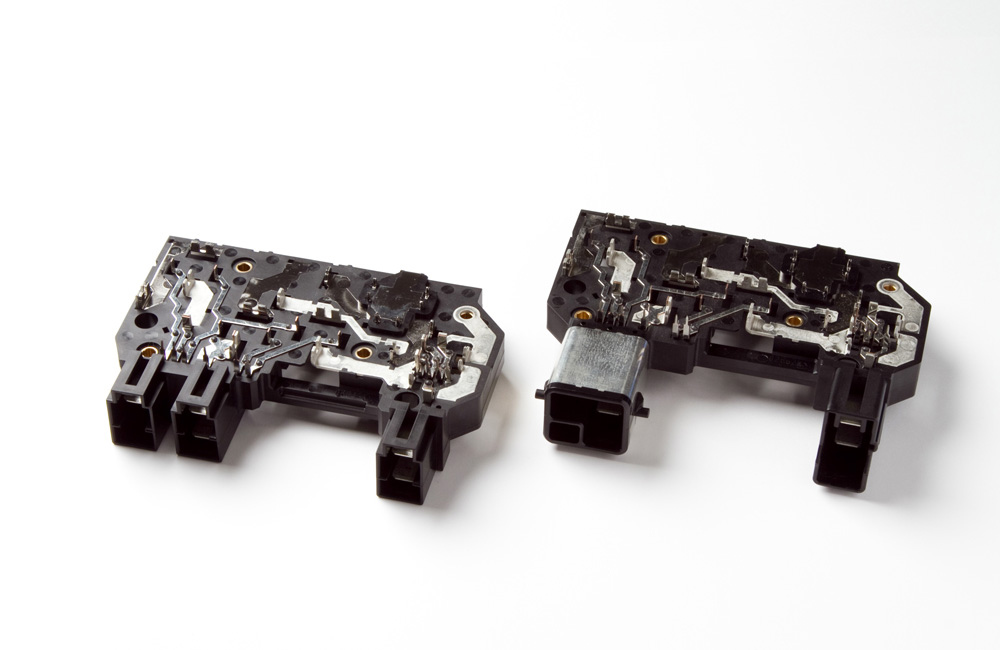
- 製品名
- センサーケース/端子台
- 用途
- -
- 材料
- PPS 6565A7/C1100
- 精度
- 0.1mm~
- ロット
- 100/月
- 成形機
- 竪型成形機(100t)
- 加工方法
- プレス成形/インサート成形/接着加工
- ポイント
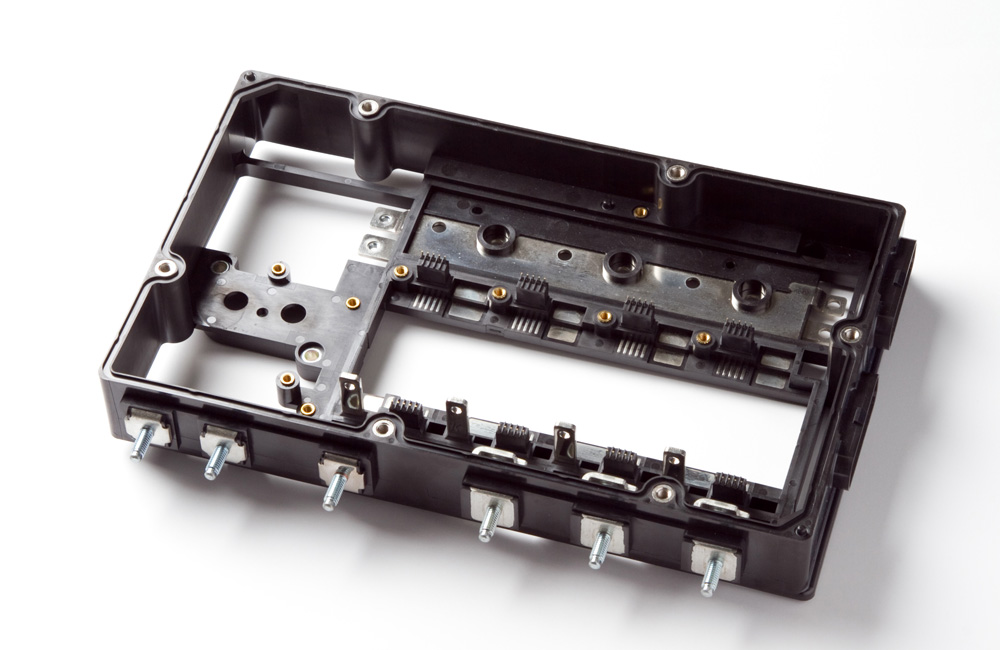
- ・絶縁のための接着加工。
・成形金型の構造が複雑。多方向のスライドで対応。
- 製品名
- 各種コネクタ
- 用途
- HEV用コネクター
- 材料
- PBT 7390W
- 精度
- 図面の最小公差
- ロット
- 500/月
- 成形機
- 竪型成形機(100t)
- 加工方法
- プレス成形/インサート成形
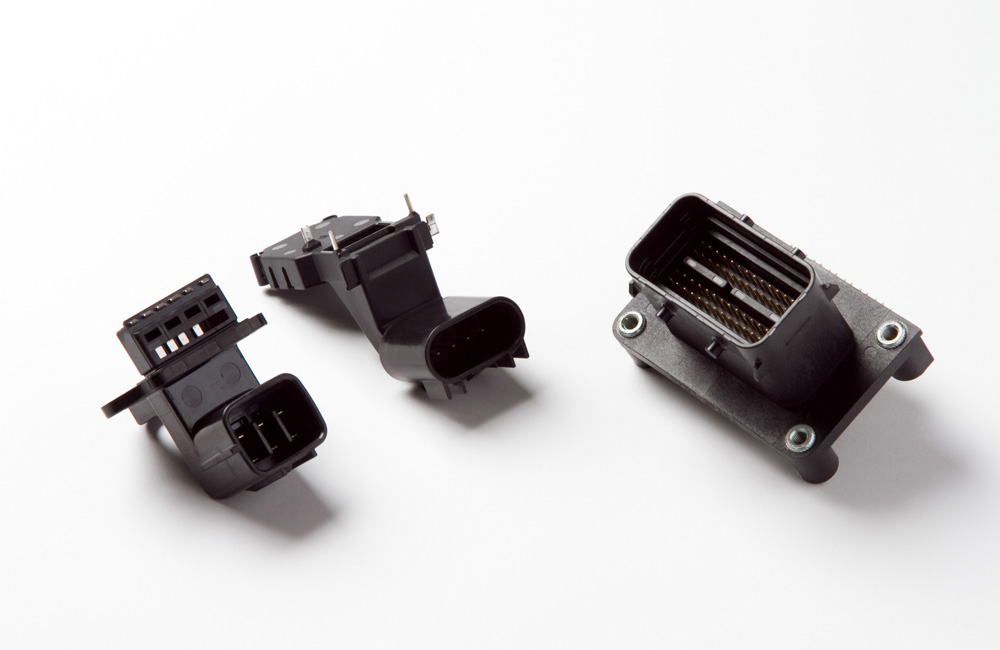
- ポイント
- ・プリモールド(1次インサート成形)タイプもある。
・サイクルアップのため、成形金型の中で金属加工も同時に行う。
車両統合制御システム(シャーシ)
- 製品名
- バスバー一体コネクター
- 用途
- 電動ブレーキ
- 材料
- PBT V4860HR
- 精度
- 図面の最小公差
- ロット
- 2,000/月
- 成形機
- 150t
- 加工方法
- インサート成形
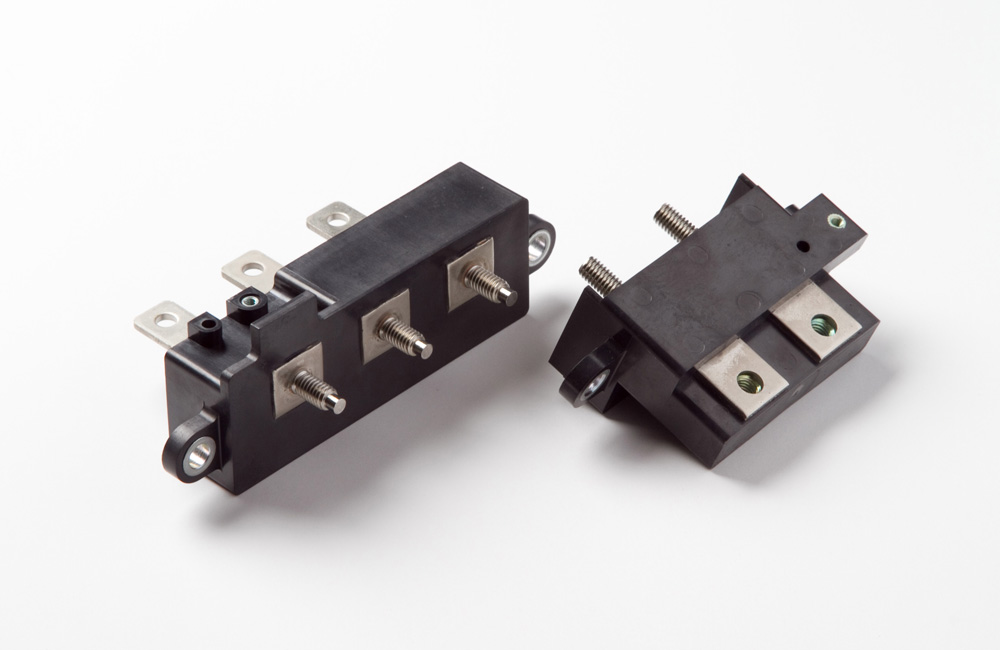
- ポイント
- ・プリモールド品/端子単品/切削部品を一度に成形。
・端子アライメント公差±0.05mmを達成。
- 製品名
- バスバーモジュール
- 用途
- 電子制御ブレーキ
- 材料
- PBT 5810G/C1020
- 精度
- 0.1mm~
- ロット
- 5,000/月
- 成形機
- 竪型成形機(100t)
- 加工方法
- プレス成形/インサート成形
- ポイント
- ・インサート部品点数が多い。
・20点以上、手作業で配置。
・インサート部品の設置場所をすべてカメラでチェックして、不良を無くすシステムを導入。
- 製品名
- バスバーモジュール
- 用途
- 電動パワースレアリング
- 材料
- PBT 5810G30/C1020/C2600
- 精度
- 図面の最小公差
- ロット
- 50,000/月
- 成形機
- 竪型成形機(100t)
- 加工方法
- プレス成形/インサート成形/熱溶着
- ポイント
- ・成形後にPCB端子を熱溶着。
・金型費や部品コストの削減が可能。
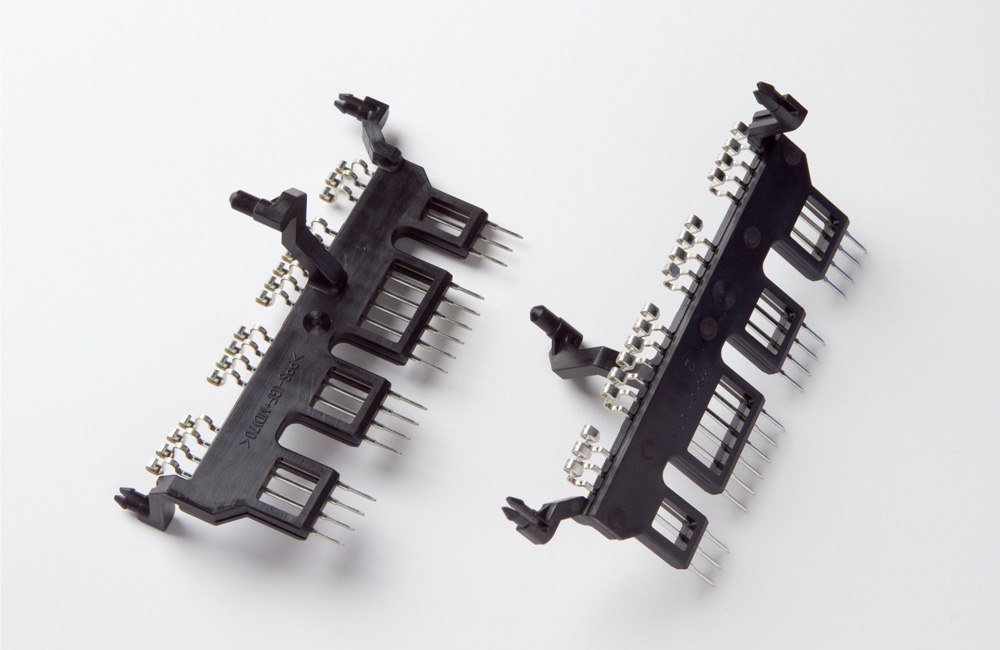
- 製品名
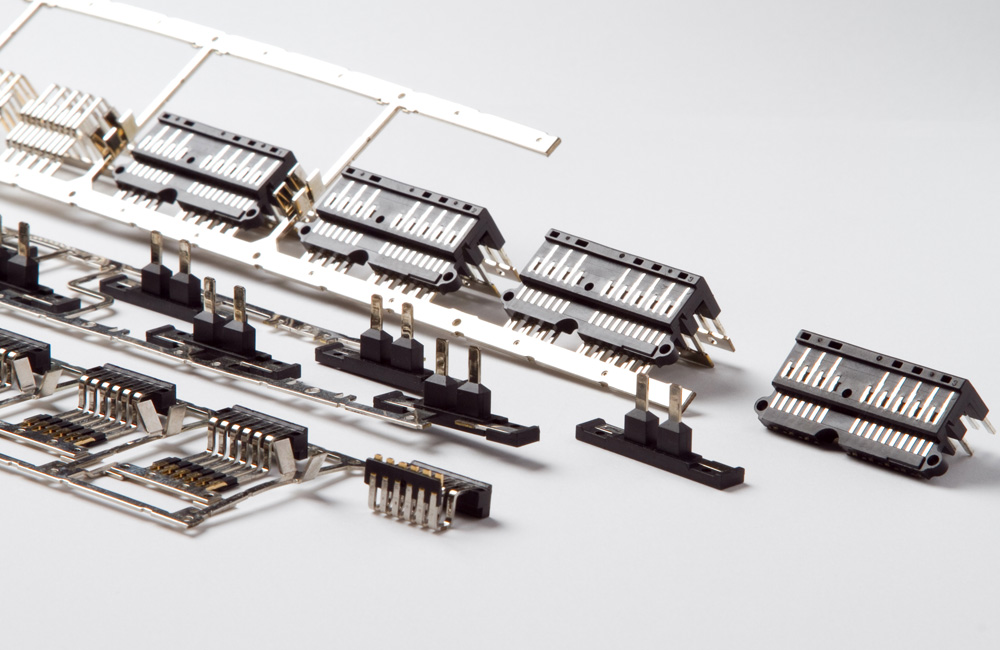
- リードフレーム
- 用途
- 基板用リードフレーム
- 材料
- PPS A310M/C2600
- 精度
- 0.1mm~
- ロット
- 200/月
- 成形機
- 横型成形機(60t)
- 加工方法
- プレス成形/射出成形/組立
- ポイント
- 自動で端子を整列させて、カバーの組み付け後に熱溶着で固定。
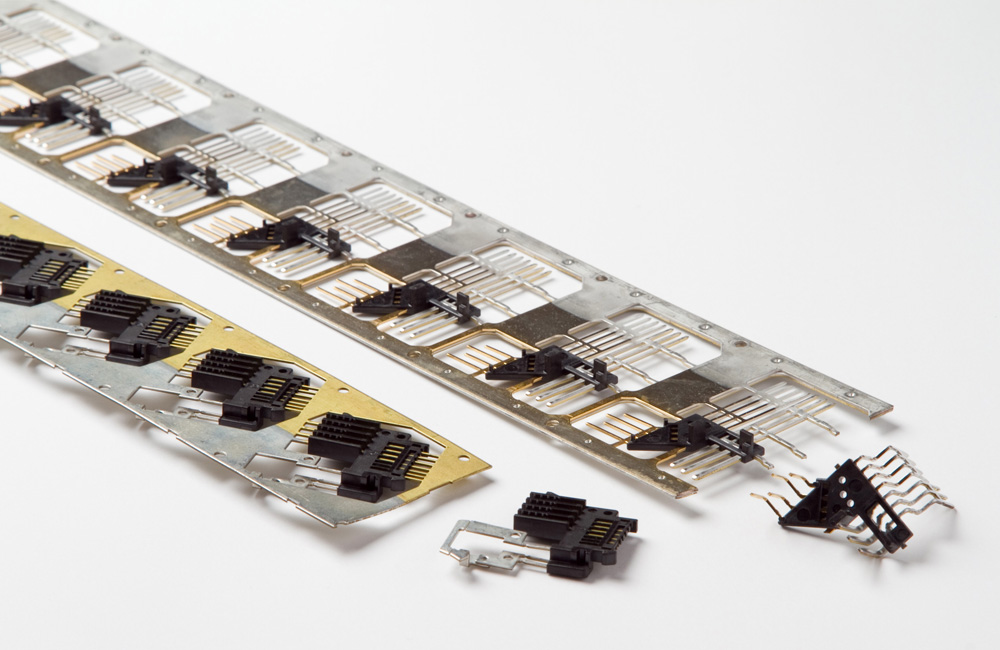
- 製品名
- リードフレーム
- 用途
- 電動パワーステアリング
- 材料
- PPS A310M/C2600
- 精度
- 0.1mm~
- ロット
- -
- 成形機
- 横型成形機(60t)
- 加工方法
- プレス成形/射出成形/組立
- ポイント
- ・完全な自動化ライン。
①プレス成形 ②射出成形 ③カバー組み付け ④熱溶着による固定
安全制御システム
- 製品名
- 一次成形品
- 用途
- ステアリング コネクタ
- 材料
- PBT 2002/ED3002
- 精度
- 図面の最小公差
- ロット
- 50,000/月
- 成形機
- 竪型成形機(60t)
- 加工方法
- フープ型インサート成形(インライン成形)
- ポイント
- ライン成形(インライン成形)完了後に、電気検査、画像検査、計量梱包までを自動化。
その他の業界(自動車以外)
船舶
- 製品名
- ロアケース
- 用途
- ヒューズケース/ヒューズボックス
- 材料
- PBT 5010GT-30/C1100
- 精度
- 0.1mm~
- ロット
- 2,000/月
- 成形機
- 150t
- 加工方法
- インサート成形
- ポイント
- 1次成形の平面度(0.2mm)
射出成形品(金具無し)
- 製品名
- スナップバンド 等
- 用途
- 配線固定や結束 等
- 材料
- PA66 1300S
- 精度
- 図面の最小公差
- ロット
- 80,000/月
- 成形機
- 180t
- 加工方法
- 射出成形
- ポイント
- -